Mold Design (& DFM @Mold / Injection)
Mold Design (& DFM @Mold / Injection)
After mechanical design reviewed, we make DFM (Design For manufacturability) for part, according its 2D or 3D, to make the latent issues found, avoided and solved, even at the same time while mechanical design reviewing.
According to the DFM, tooling designed will be more safe, correct, faster, and perfect. Then part will be produced fluently.
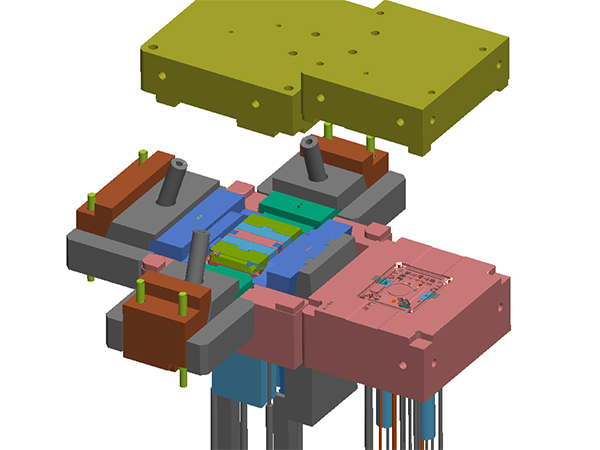
Tooling / Mold design considered as Gate, draft, parting-line, shrinkage, flow path, cooling, ejector, steel and life time,
DFM @Mold / Injection:
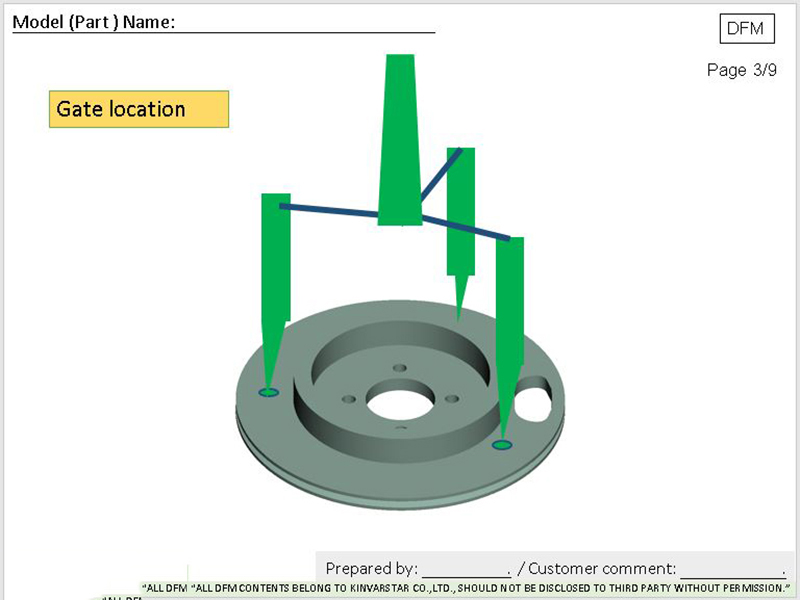
Gate:
Generally, there are types of gate. Some part injected directly with single gate, some need three gates or more, just like circle shape of Frisbee, three gates is very helpful for roundness. We show gate location on report.
Draft angle:
Draft angle may not be 0 degress on wall feature or ribs, otherwise it'll cause scratch or deformation while mold releasing.
Generally, features inside the part is given draft angle with 1 degrees or more. Edges of cosmetic might be given 3 degrees draft angle, or depend on texture type.
IWe'll report the draft angle that is insufficient on drawing, suggest modifying.
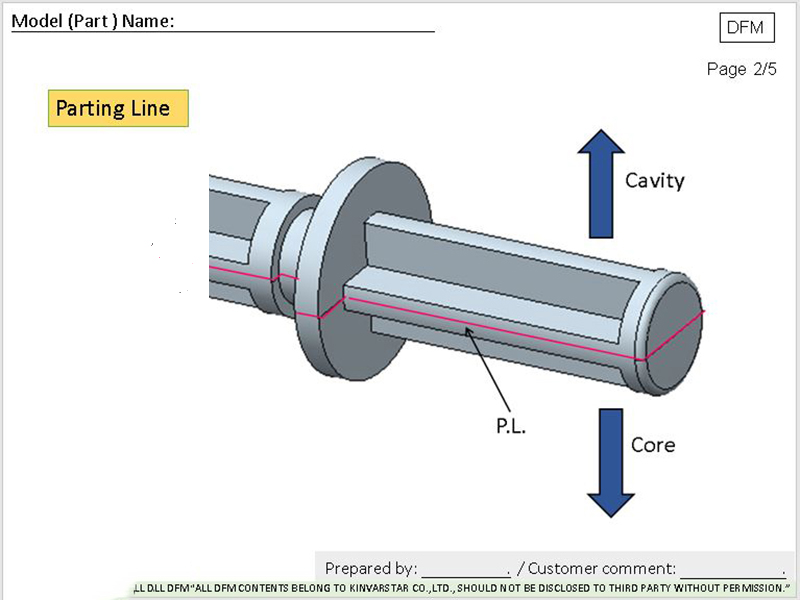
Parting-Line:
Border between core and cavity. Generally, P.L. is on the edge of part,
due to it has no undercut.
Sometimes, to meet ID's request, P.L. will be occured on cosmetic surface, we will remind and inform customer.
Shrinkage:
Usually, shinkage rate is set according to specification from resin supplier. But actually, it always has big range shown by specification. We use middle value for mold design, then the part size control will depend on molding condition. If precision is need, we suggest customer to make soft-tooling previously for test and get real shrinkage rate.
Ejector:
Locations for setting ejectors is important for plastic part seperated smoothly without interference. The higher walls and ribs, the more necessary to set ejectors nearby.
Lifetime:
Lifetime is defined by molding cycles.
If request high cycles, then it need better steel, it need a forecast from customer, then to decide what steel to use. Accordingly, tooling cost become higher.
According to SPI AN-102-78, mold liftime as follows:
class101: 1 million cycles.
class102: 0.5~1 million cycles.
class103: under 500,000 cycles.
class104: under 100,000 cycles.
class105: under 500 cycles.
![]()
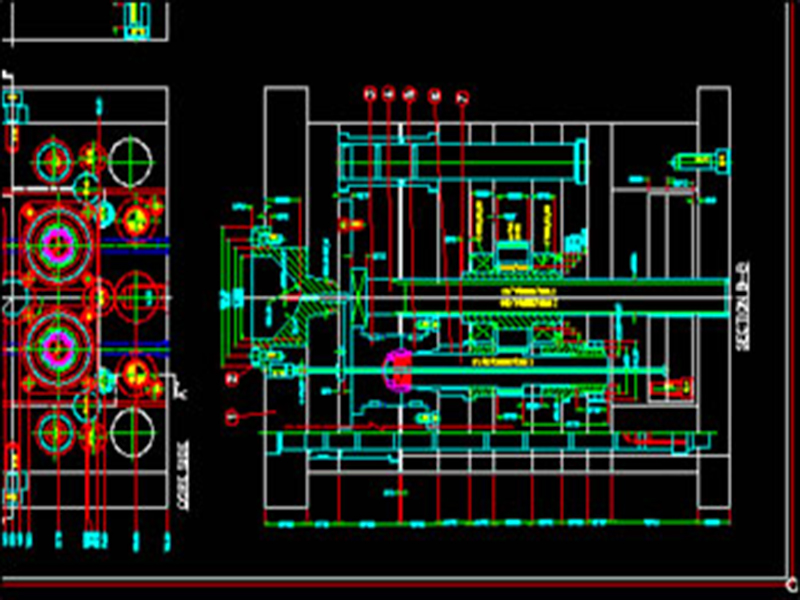
Mold drawings: