
 模具設計 (& DFM @模具 / 射出成型)
模具設計 (& DFM @模具 / 射出成型)
DFM @模具 / 射出成型:
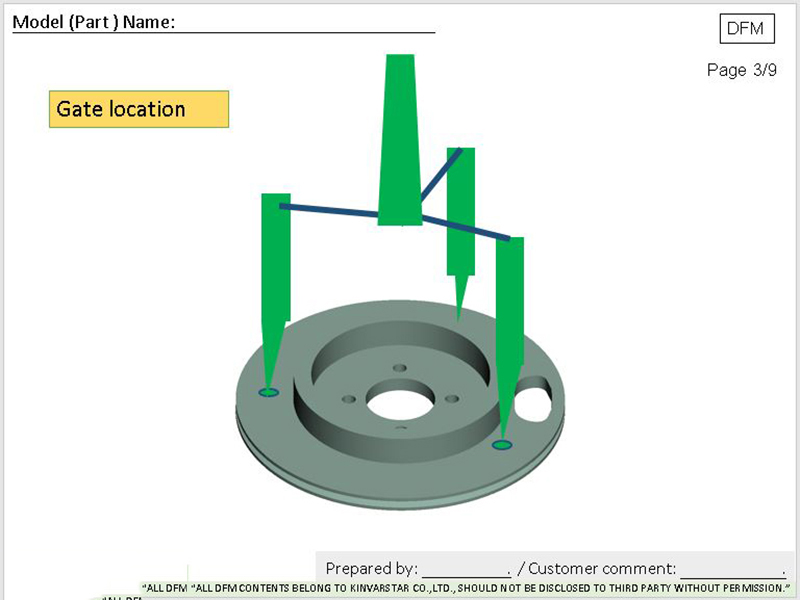
澆口:
通常,門的類型多種多樣。有些零件直接用單澆口注射,有些需要三個或更多澆口,就像飛盤的圓形,三個澆口對圓度非常有幫助。在報告上顯示澆口位置。
拔模斜度:
拔模角度在壁特徵或肋上的角度可能不為0,否則在脫模時會引起刮擦或變形。
通常,零件內部的特徵具有1度或更大的拔模角。外觀的邊緣可能會被賦予3度的拔模角,或者取決於紋理類型。
I我們將報告圖紙上不足的拔模角度,建議進行修改。
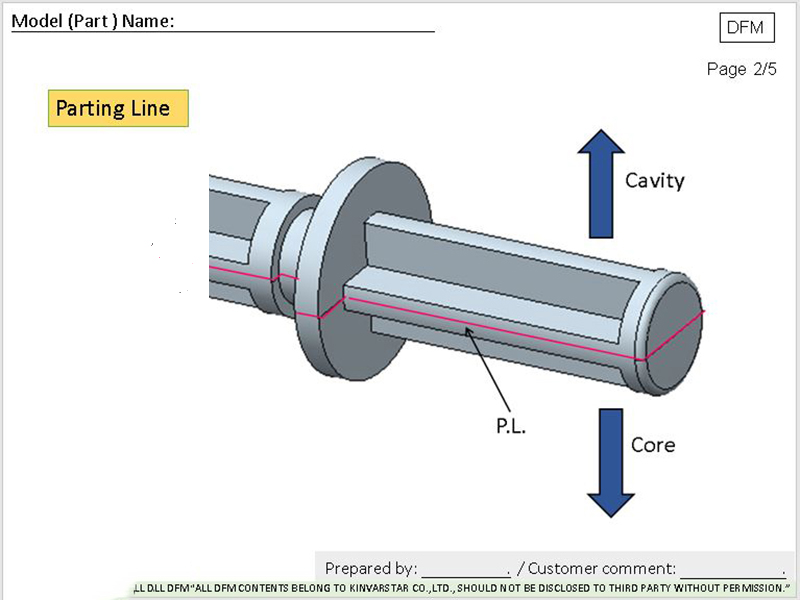
分型線:
公模與母模之間的邊界。一般來說,P.L。由於沒有倒勾,因此位於零件的邊緣。
有時,為了滿足ID的要求,P.L。會出現在外觀表面,我們會提醒並告知客戶。
收縮率:
通常,縮水率是根據樹脂供應商的規格設定的。但實際上,它始終具有規範所示的大範圍。我們使用中間值進行模具設計,然後零件尺寸控制將取決於成型條件。如果需要精度,我們建議客戶事先進行簡易模具測試以獲取實際的收縮率。
頂出器:
設置頂針的位置對於平穩地分離塑料部件而不會產生干擾非常重要。壁和肋越高,就越需要在附近放置頂針。
模具壽命:
模具壽命由成型次數定義。
如果要求高生產次數,則需要更好的鋼材,需要客戶的預測,然後決定使用哪種鋼材。因此,工具成本變高。
根據SPI AN-102-78,模具壽命等級如下:
class101:1百萬次循環。
102類:0.5〜1百萬次循環。
class103:500,000次循環以下。
class104:低於100,000個循環。
class105:500次以下。
![]()
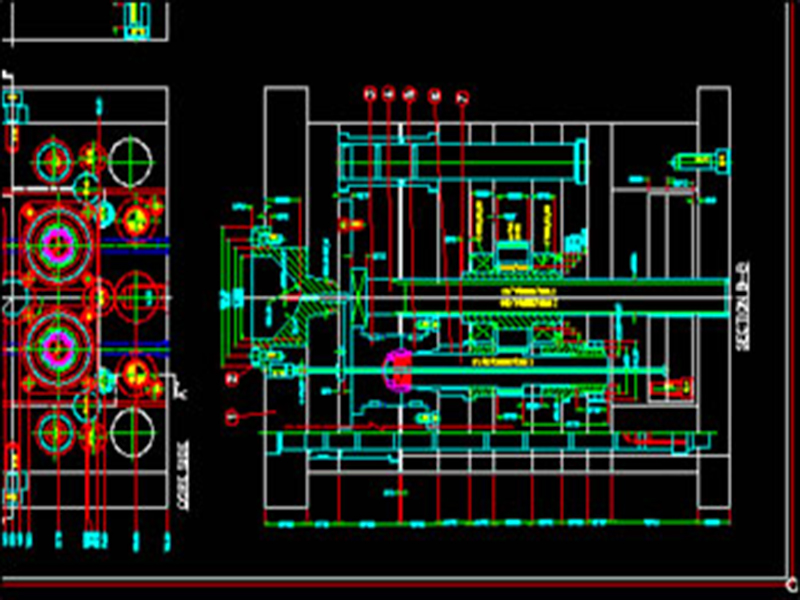
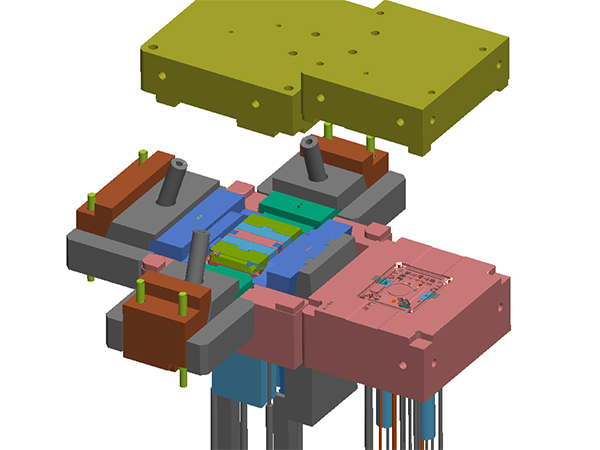
模具設計圖: